- Главная
- Компактор
- Дробилки
- Мусоросортировки
- Конвейеры
- В наличии
- Сервис
- Контакты
Показать телефон
+7 499 ХХХ-ХХ-ХХ
+7 499 271-08-99
Компания ООО Хусманн Рус предлагает технологические решения для автоматической сортировки мусора. Автоматические мусоросортировочные комплексы в России.
Автоматическая сортировочная линия включает в свой состав комплекс высокотехнологичного оборудования для утилизации ТКО, позволяющий осуществлять автоматический отбор полезных фракций мусора при помощи различных сепараторов.
 В настоящее время в России стремительно увеличиваются требования к формам утилизации отходов с целью сохранения ресурсов и их дальнейшей переработки, расширяется спектр применяемых инновационных технологий, начинают применяться новые методы сортировки твердых коммунальных отходов. В промышленном масштабе все большее распространение получает автоматическая сортировка ТКО.
В настоящее время в России стремительно увеличиваются требования к формам утилизации отходов с целью сохранения ресурсов и их дальнейшей переработки, расширяется спектр применяемых инновационных технологий, начинают применяться новые методы сортировки твердых коммунальных отходов. В промышленном масштабе все большее распространение получает автоматическая сортировка ТКО.
Автоматические линии сортировки используют мусороперерабатывающие заводы с производительностью от 150000 тонн ТКО в год. По сравнению с ручной сортировкой, автоматическая сортировочная линия позволяет повысить процент отобранных фракций, а также увеличить скорость сортировки отходов. В зависимости от состава оборудования и морфологии мусора автоматический сортировочный комплекс позволяет переработать до 55 % мусора.
В технологическом процессе автоматических линий сортировки отходов (ТКО) всегда производится контроль качества отобранного вторичного сырья. Данный контроль качества материалов осуществляют операторы сортировки. Существует две принципиальных технологических схемы, которые применяются на автоматических комплексах сортировки:
Под негативным отбором подразумевается отбор фракций, непригодных для дальнейшего использования, операторами сортировки с конвейера. При негативном отборе количество сепараторов и стоимость всего комплекса дороже за счет большого количества автоматических сортировщиков. При позитивном отборе сортировщики отбирают пригодные для дальнейшего использования виды сырья из уже отсортированного автоматическим способом сырья. В настоящее время в России в силу различных причин, таких, как высокие требования к качеству вторичного сырья, разница в морфологическом составе ТКО и другие, наиболее распространенным и популярным является позитивный отбор.

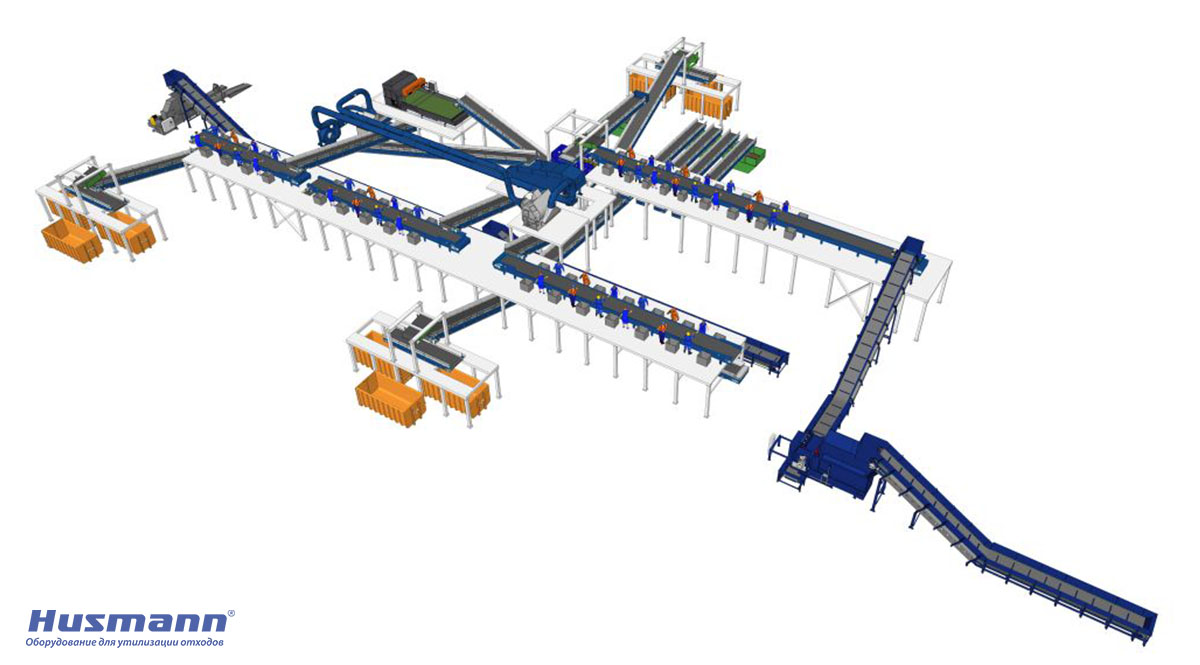
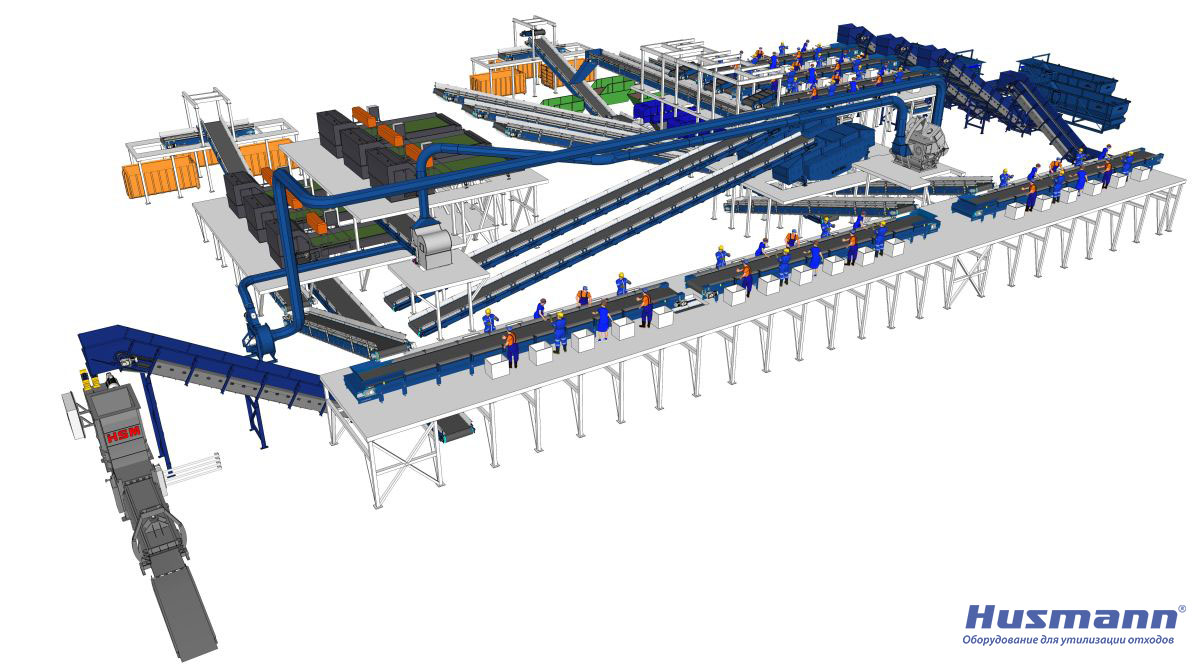
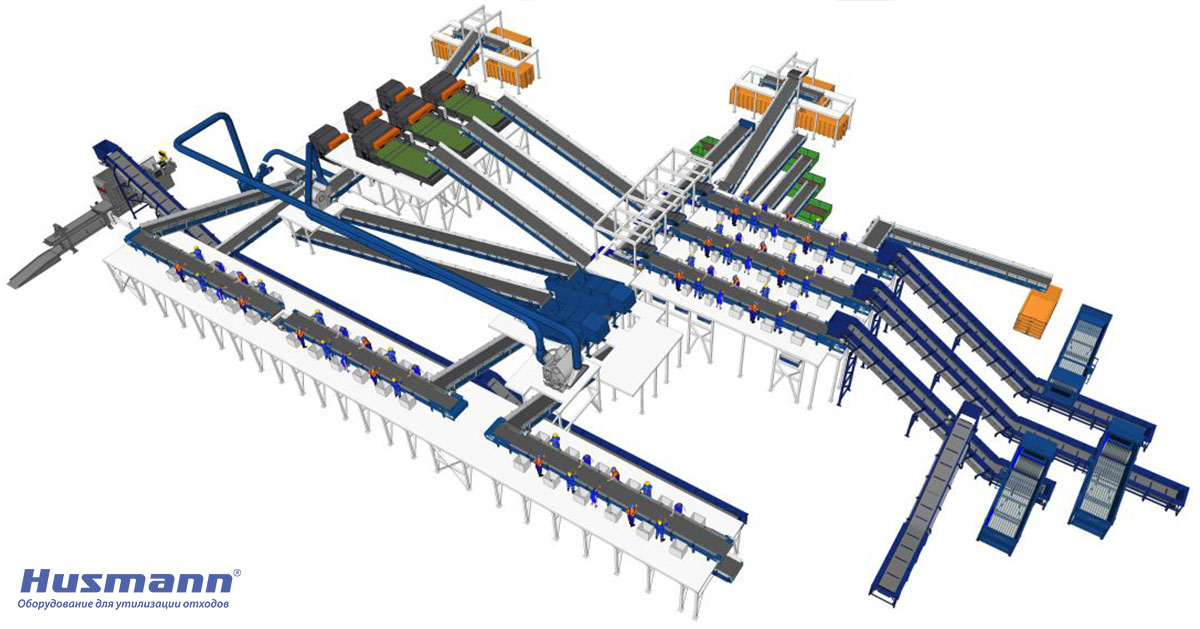
1. Разгрузка ТКО на приёмной площадке.
2. Подача ТКО ковшовым погрузчиком в разрыватели пакетов.
3. После разрывателя ТКО подается на участок предварительной сортировки подающим цепным конвейером.
4. Сортировка крупного вторичного сырья на участке предварительной сортировки.
5. Далее происходит извлечение черного металла при помощи магнитных сепараторов.
6. После чего происходит подача на сепараторы роторного типа. На сепараторах происходит извлечение фракции размером до 80 мм.
7. Отобранная мелкая фракция выносится ленточным транспортером за пределы ангара и подает на реверсивный конвейер. Мелкая фракция распределяется по контейнерам и вывозится на полигон.
8. Предварительно очищенные от мелкой фракции ТКО поступают после роторных сепараторов на отбор всех видов пластиков с помощью оптических сортировщиков.
9. Очищенные от пластиков ТКО поступают на отбор всех видов макулатуры на оптическом сортировщике.
10. Отобранная макулатура после оптического сортировщика поступает на участок ручной сортировки макулатуры.
11. Разделение отобранных пластиков на плоские и объемные происходит на баллистическом сепараторе.
12. После чего происходит сортировка пленок по видам на участке ручной сортировки.
13. Сортировка объемного пластика по видам происходит на участке ручной сортировки.
14. Оставшийся поток ТКО, прошедший все виды сортировки поступает с помощью ленточных транспортеров в сепаратор RDF топлива. Сырье пригодное для получения RDF поступает в дробилки.
15. Остатки отходов поступают в открытый контейнер, который вывозится на полигон. Отобранное вторичное сырье поступает на линию прессования, после чего готовые брикеты отправляются на склад вторичного сырья.
16. Пластики поступают со склада готовой продукции в цех переработки, где из них получают гранулы.
Эксплуатационные характеристики автоматических комплексов зависят от технического задания и комплектации оборудования. Ниже приведены 2 варианта для примера.
| Эксплуатационные характеристики | |
| Производительность комплекса, т/год | 160000 — 200000 |
| Режим работы комплекса, смен/день | 2 |
| Количество рабочих часов в смене | 8 |
| Общее энергопотребление, кВт/час | 150 |
| Количество сортировочных постов | 44 |
| Рабочий персонал (общее количество сотрудников):
Сортировщики Рабочие на разгрузочной площадке Оператор линии Оператор прессового оборудования Водитель вилочного погрузчика Водитель ковшового погрузчика |
52
44 (одна смена) 4 (одна смена) 1 (одна смена) 1 (одна смена) 1 (одна смена) 1 (одна смена) |
| Эксплуатационные характеристики | |
| Производительность комплекса, т/год | 300000 -400000 |
| Режим работы комплекса, смен/день | 2 |
| Количество рабочих часов в смене | 8-10 |
| Общее энергопотребление, кВт/час | 1 073,5 |
| Количество сортировочных постов | 37 |
| Рабочий персонал (общее количество сотрудников):
Сортировщики Рабочие на разгрузочной площадке Оператор линии Оператор прессового оборудования Водитель вилочного погрузчика Водитель ковшового погрузчика |
85
74 (одна смена) 4 (одна смена) 1 (одна смена) 2 (одна смена) 2 (одна смена) 2 (одна смена) |




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}